六歌仙の酒づくり
Concept
原料米から始める酒造り
酒造りの主原料であるお米を見極めることが酒造りの始まりとし、原料米の約98%は、山形県産米を使用しています。主な山形県産米は、出羽燦燦、美山錦、出羽の里、雪女神、その他食用米からはえぬきや、つや姫を使っております。これにより、山形の風土を感じるお酒を醸すことが出来ます。その他、県外米で山田錦を取り入れ、酒を醸しております。

仕入れたお米はまず選粒、異物除去され玄米タンクに入れられます。(一部袋囲いも有)枯らし期間を経てその用途ごとに精米されます。精米機は30俵張1基、15俵張1基稼動し、精米にあたります。普通酒用白米で20時間弱の時間を費やし、60%精米で30時間から45時間、40%精米で72時間から90時間と、一度も精米機を止めることなく精米します。この時に、当蔵では偏平精米という精米を用います。これは、通常ビーズ状にする精米を玄米の形通りに均一に精米していく方法です。この方法により、酒造りにおいて阻害とされる余分な成分を極限に減らすことが出来ます。

原料米を生かす
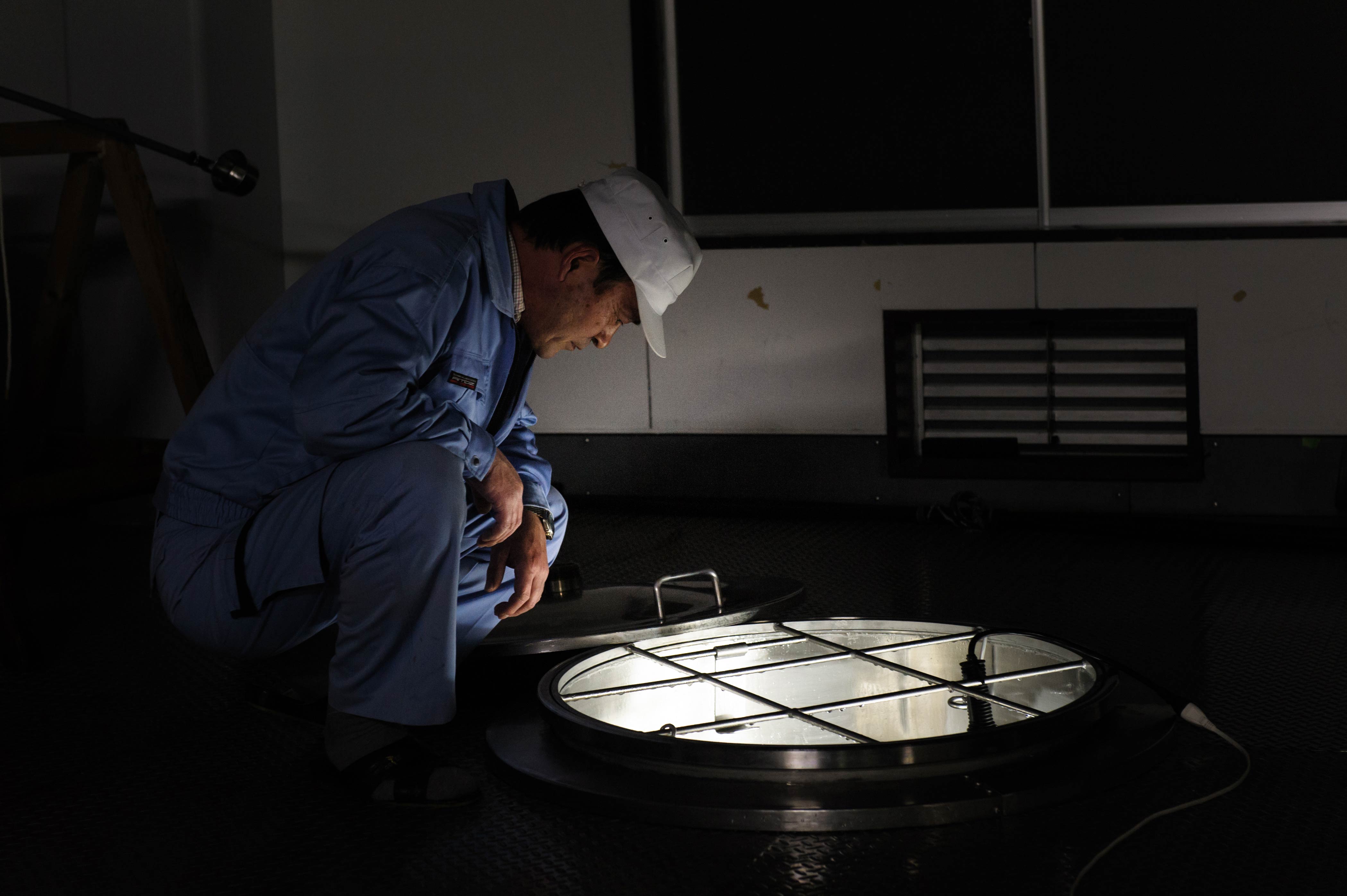
精米されたお米は、蒸す前に洗米浸漬します。当蔵は、限定吸水による浸漬を行っております。精米蔵から本蔵まで洗米と同時に仕込水により輸送します。本蔵に移動した後、浸漬タンクに入り浸漬します。 精米歩合により、その年の米により浸漬時間は異なりますが、ストップウォッチを使用し、水を切ります。翌朝まで枯らし蒸米を待ちます。米の品種にもよりますが、軟質米などはとにかく吸わせ過ぎないよう細心の注意を心掛けます。ここで、今後の酒への影響は必至です。

原料処理を極める 蒸米 更なる外硬内軟
当蔵の蒸米は、連続式の縦型蒸米機により原料米を蒸しております。枯らした浸漬米をコンベアを使い蒸米機の中へ入れます。その際、『抜け掛け』といい、蒸気が抜けてからまた浸漬米を張り込みます。その繰り返しにより蒸米を仕上げます。蒸米に要する時間は、50分ほどです。この蒸米機を使う利点は、甑ムラが無いことと通常の和釜以上に高圧である そして温度が高い(通常より2℃ほど高い105℃程度)ことによる、本来酒造りに適しているといわれている『外硬内軟』の蒸米を実現させることが出来ることです。蒸米は、蒸上がり直後の『ひねり餅』により出来具合を探ります。この作業は、素手での作業となります。その後、その時の仕込作業に応じて酒母用、麹米用、醪用と用途ごとに放冷し送られます。蒸米の冷却も、朝の冷え込みを利用し、最高5℃まで冷却することが出来、留時の醪など確実に予定仕込み温度で仕込むことが出来ます。麹米は、麹室と放冷出口にてトランシーバーにてお互いの情報を行き来させ最適の温度で引き込みます。
純粋醗酵がテーマです
酒母は、酒造りの中でも重要な部分です。醗酵に欠かすことの出来ない優良な酵母を育てます。当蔵の酒母はすべて速醸酒母です。使用酵母は、協会7号系、協会9号系、そして山形酵母を主に使ってます。酵母が作り出す面(泡の表面)を詳細まで見分け酵母を感じ取るためにすべて泡有酵母を使用することは、六歌仙の酒造りには欠かせないことです。酒母は、温度経過が複雑で一日に温度を上下させより強い酵母へと生育させます。その間にもタンクの高さ以上に泡が上がるほど気を抜けない作業が続きます。酒母を仕込んでから15日目で、酒母の成熟期を迎え醪へと移します。
麹で酒の8割が決まる
酒造りの8割は麹で決まるといっても過言ではありません。酒の香、甘味・酸味・苦味・渋味・辛味そして味のふくらみやキレのほとんどに麹は作用します。麹は、酒母の手助け、すなわちデンプンをブトウ糖に変える働きをします。当蔵の室はKOSという製麹機になります。それを常時30度ほどの密閉空間に配置し麹を作ります。この室は、吟醸麹に最適といわれた蓋麹を再現することが出来ます。構造は、上部と下部に分かれ、上部は引込み床となり、下部は盛棚となります。盛棚は大きな麹蓋が4枚入っているような構造です。蒸したお米に麹菌をかけ30度を目標に引き込みます。25cmほどの一定の厚さにし、24時間菌の生育を待ちます。翌日、香、触感などから判断し盛込みの厚さを決め盛棚へと移します。その後約7時間が経過したら棚を一段ずつかえ更なる麹の均一化を図ります。これを当蔵では『仲仕事』としています。そこから数時間で最高温度を迎え翌朝まで42度ほどで生育させ、急冷、出麹を迎えます。おおよそ45時間かけて麹を造ります。突きハゼ方のふっくらとした麹の誕生です。室の中は、栗香が漂い、麹はかめば少しずつ甘味が出てくる味わいです。

和醸良酒とは、『酒造りは蔵人の和をもって醸し出すものである』という言葉です。六歌仙はそれに微生物との和を加え醸しています。酒は、微生物が造りだすもの、人間は微生物のための環境をいかに整え理解してあげられるかを基本とし、時には父となり母となり、時には医者となり常に微生物と対話を持つ、いかに微生物に対して愛情をかけることが出来るか。それこそが、手造りの基本であると六歌仙は考えております。すべてにおいて、時間や温度といった数値で作業するのではなく、人間の五感を活用し作業を進めております。近代的設備は、あくまでも道具、手足の一部分であり、感性なくして酒は醸せずを念頭に良質にこだわり続けます。六歌仙の酒は近代的設備、人間の英知、微生物など自然との融合が醸すものだからです。
究極の味わいを醸す
仕込みは、日本酒の伝統的技法『三段仕込』により行っております。仕込みタンクはすべて二層構造のジャケット型密閉タンクです。容量は、6t仕込みから2t、1tとブランド、酒質により大きさをかえます。しっかりとした温度管理が出来るため、従来では難しいといわれた高精白の仕込みもこれらのタンクで行います。容量が大きいため仕込温度の少しの違いが、管理を不能にしてしまいます。そのために醸米や仕込水などにも徹底した温度管理を行っております。仕込みに入るとタンク付近は、心地良い香に包まれます。分かりやすい香にたとえれば、桃、ぶどう、りんご、バナナ等の果物の香が日に日に変化しお酒が仕上がっていきます。醪日数は、普通酒で23日ほど、吟醸酒などで28日ほど、大吟醸で30日ほどを目安に仕込んでおります。しかしながら、その年のお米などにより、醪日数が遅れることもあり、醪の面を見ながら環境を整えていきます。六歌仙の醪は、大変色白できめ細かいのが特徴です。つねにタンクも手洗いし最高の環境を作り出した成果です。

搾りたてにも旨さがあります。
六歌仙は、ヤブタ式(圧搾機)と袋取りの二通りで行います。搾りにより初めて清酒が誕生します。そして副産物として粕が出来ます。粕は、板粕として、そして夏口のねり粕としてに分けられ出荷、熟成されます。当蔵は、大目に粕を出す酒造りを行っております。それにより味わいきれいな仕上がりになります。そして、常に洗浄を徹底的にしていることから、無濾過生など、そのままの味わいを楽しむことが出来ます。洗浄のために、ヤブタの高さも下に人が立てるほどの高さに上げております。下部までの洗浄の行き届きが生まれたてのお酒を出荷できる一つの要因です。